Innholdsfortegnelse
Nr. 83. Flensskjøter. Flenspakninger, tiltrekkingsmoment
Formål
Dette VA/Miljø-blad har som formål å belyse hvordan flensskjøter brukt i forbindelse med VA-anlegg skal utføres. Bladet gir en veiledning i hvilke type flenspakninger som finnes og hvilken gummikvaliteter og bruksområde disse har. Det gis også en informasjon om sekskantskruer, muttere og underlagsskiver og bruken av disse.
Begrensninger
VA/Miljø-bladet gir kun en generell veiledning. Generelt henvises det til produsentenes monteringsanvisninger der de måtte forefinnes. Ved spesielle løsninger eller produkttyper henvises det særskilt til produsentens monteringsanvisning.
Funksjonskrav
Levetiden for et riktig prosjektert, montert og driftet VA-anlegg (ledningsnett) skal være minst 100 år. Krav til levetid for flensforbindelsen bør være like lang som krav til levetid for ledningsanlegget, dvs. minst 100 år. I denne perioden skal flensforbindelsen opprettholde de funksjonskrav som stilles til ledningsnettet, bl.a. krav til tetthet.
Følgende egenskaper må vurderes mht. funksjonskrav og levetid:
- Tilstrekkelig trykkbestandighet.
- God temperaturbestandighet.
- God kjemikaliebestandighet.
- Være fleksibel og formbar og evt. utfylle ujevnheter i flensoverflaten.
- For vannledninger: Være godkjent for bruk på drikkevann.
Løsninger
FLENSPAKNINGER
En flenspakning er et produkt som skal tette mellom to rette flater (flenser) som trekkes sammen. Flensene presses mot hverandre ved å trekke til mutterne på 6-kantskruene (ofte kalt ”boltene”). Flenspakningen gis anledning til en viss deformasjon for å oppnå en lekkasjefri installasjon. En deformasjon på ca 25 % anses som gunstig. Ved større deformasjoner kan gummimaterialet få så store belastninger at pakningsmaterialet knuses og ødelegges (spenningskorrosjon).
For å oppnå en deformasjon på 25 %, uten å ha for store belastninger på skruene, bør hardheten på gummimaterialet være mellom 60-80 Shore A, avhengig av det aktuelle flenspakningsmaterialets egenskaper og flenspakningens konstruksjonsform.
Elastisk hardhet, ”shore”, uttrykker motstand mot permanent inntrykning og brukes for å klassifisere hardheten på et materiale. På gummimaterialer måles gjerne denne hardheten i begrepet Shore A (bløtere materialer) eller Shore D (hardere materialer). På gummimaterialer brukt i flenspakninger på VA-anlegg brukes gjerne Shore A. Skalaen som brukes går fra 0 til 100, hvor hardheten øker med økende tallverdi.
For å måle hardheten brukes et durometer. En stang med standard geometriske mål presses med en standard kraft inn i gummimaterialet og innrykket måles. (Shore A durometer har følgende standard mål: Stang av herdet stål, 1,1 – 1,4 mm i diameter, med en kon ende (kjegle med diameter 0,79 mm), kraft: 822 gram og med 15 sekunders varighet).
Tiltrekkingsmoment
Ved utregning av nødvendig tiltrekkingsmoment er det flere faktorer som påvirker størrelsen på dette momentet.
De forskjellige produsenter av flenser har utarbeidet tabeller over tiltrekkingsmoment. Det forutsettes da bruk av en gitt pakning, og med definerte størrelser på de faktorer som påvirker beregning av dette tiltrekkingsmomentet. (kontakttrykk, gummikvalitet/ hardhet, friksjonskoeffisienter (gjengeflate mellom skrue og mutter og mutter og skive), pakningens geometriske form og deformasjon, forspenningskraft etc.)
Produsentene vil derfor operere med forskjellige tabeller over tiltrekkingsmoment, avhengig av hvilken størrelse de har brukt på disse variable faktorene.
Friksjonskoeffisient i gjengene, og mellom mutter og underlag, ved tiltrekking, vil kunne variere (pga. flere forhold).
Bruk av smøremiddel på sekskantskruens gjenger og på mutter vil redusere denne friksjonsmotstanden.
Undersøkelser viser at friksjonskoeffisienten som produsentene har benyttet varierer mellom µ = 0,11 til µ = 0,15. Størrelsen på kontakttrykket (flatetrykket) mellom pakningen og flensen vil variere, både mht. gummikvalitet, hardhet og pakningens geometriske form. Undersøkelser viser at kontakttrykket som produsentene har benyttet varierer mellom 14 N/mm2 til 35 N/mm2. Dette påvirker i stor grad nødvendig tiltrekkingsmoment.
Det er således ikke mulig å lage en generell tabell over tiltrekkingsmomenter, uten å definere hvilke forutsetninger som er lagt til grunn.
GUMMIKVALITETER
I dag brukes kun syntetiske gummikvaliteter. Tidligere brukte man naturgummi (NR-gummi/ Natural Rubber). Naturgummi var ofte tilsatt fyllstoffer med dårlige aldring/nedbrytningsegenskaper. Naturgummi brukes derfor ikke lenger i flenspakninger brukt i VA-anlegg.
EPDM–gummi (Ethylen- Propylen-Dien-Monomer)
EPDM er den syntetiske gummikvaliteten som er mest brukt i dag. EPDM-gummi kalles også ethylen-propylen-gummi. EPDM-gummien inneholder dessuten forskjellige stoffer av typen ”diener”. EPDM-gummi er godkjent til bruk på drikkevannsledninger. EPDM-gummi har meget gode egenskaper mht. bestandighet og aldring og tåler både høye og lave temperaturer godt. EPDM-gummi er ikke oljebestandig.
Kravet til EPDM-gummiens hardhet for bruk til produksjon av flensepakninger, er vanligvis i området 70 ±5º Shore A.
NBR–gummi (Akrylnitril-Butadien-Rubber)
NBR omtales ofte som Nitril-gummi og brukes der hvor flenspakningen kan bli eksponert for olje, fett, drivstoff og sterkt oksyderende syrer. NBR-gummi er godkjent til bruk på drikkevannsledninger. Kravet til NBR-gummiens hardhet, for bruk til produksjon av flenspakninger, er vanligvis i området 80 ±5º Shore A.
SBR-gummi (Styren- Butadien-Rubber)
SBR var den syntetiske gummikvaliteten som først tok over etter naturgummien (NR) og brukes fortsatt som materiale i flenspakninger. På grunn av EPDM-gummiens bedre aldrings/ levetidsegenskaper har denne imidlertid gradvis avløst SBR-gummien. Når det gjelder kjemikalie bestandighet er SBR og EPDM relativt like. SBR-gummi er godkjent til bruk på drikkevannsledninger.
Kravet til SBR-gummiens hardhet, for bruk til produksjon av flenspakninger, er vanligvis i området 80 ±5º Shore A.
NR-gummi (Natural Rubber)
På grunn av dårligere aldrings/levetids egenskaper enn de syntetiske gummimaterialene anbefales ikke dette gummimaterialet brukt til produksjon av flenspakninger.
Kravet til hardhet for NR-gummi brukt til produksjon av flenspakninger var satt til 60 – 80 ±5º Shore A.
TYPER AV FLENSPAKNINGER
Ved permanent montering av en flenspakning på et VA-anlegg skal det kun brukes nye flenspakninger. Flenspakningene lagres mørkt og tørt og bør oppbevares i originalforpakningen. Flenspakninger skal altså kun brukes en gang.
Flate flenspakninger, armerte og uarmerte
![]()
Flate flenspakninger kan i dag være både armerte og uarmerte. Uarmerte flenspakninger brukes kun på de laveste trykklassene. Flate flenspakninger armeres gjerne med syntetisk tekstilvev eller duk.
Bruksområde:
Lavere trykklasser (PN < 6).
Profilerte flenspakninger
Profilerte flenspakninger har ofte en diskos- lignende eller en konisk form.
Bruksområde:
Noe høyere trykklasser enn flate flenspakninger, vanligvis PN ≤ 10.
Profilerte flenspakninger med innvulket stålring som armering
Disse flenspakningene har likt utseende som de profilerte flenspakningene, men har i tillegg en innvulket stålring sentrisk plassert i flenspakningen. Stålringen vil ofte være i vanlig handels-kvalitet (St. 37), men leveres også i rustfri eller syrefast utgave.
Bruksområde:
Noe høyere trykklasser enn profilerte flenspakninger, vanligvis for PN ≤ 16.
Profilerte flenspakninger med en innvulket armering av stål og en integrert innvendig plassert O-ring
Disse flenspakningene er lik flenspakningen nevnt under punkt 4.3.3, men har i tillegg en o-ringsformet del som er plassert på innersiden, dvs. inn mot den væsken som skal transporteres. O-ringen er en integrert del av flenspakningen.

For at denne pakningen skal fungere er det viktig at flenspakningen blir riktig sentrert på flensen og at riktig tiltrekningsmoment på flensskruene brukes under montasjen.
Bruksområde:
Vanligvis beregnet for trykklasser PN ≤ 25.
Profilerte flenspakninger med en standard løst- sittende, eller eventuell pålimt stålring som armering, plassert utvendig for gummidelen, tetningsdelen
Disse flenspakningene er en videre utvikling av de profilerte flenspakningene som er nevnt under punkt 4.3.4.
For disse flenspakningene er stålringsarmeringen plassert ytterst og utvendig for gummidelen, tetningsdelen. Stålringsdelen er kun festet til gummidelen i et profilert innvendig spor. Den utvendige stålarmeringen vil også virke som en avstandsring mellom flensene som skal skrus sammen og dermed sørge for at tetningsgummien ikke får for stor kompresjon ved tiltrekking av flensskruene. Armeringsringen leveres ofte i vanlig handelskvalitet (St. 37), men leveres også i rustfri eller syrefast utgave.

Den løse stålringsarmeringen kan også leveres limt fast i det profilerte innvendige sporet. Dette for å øke sikkerheten ved montasjen og lette monteringen av flenspakningene mellom to flenser som allerede er på plass, og hvor det ofte kan bli trangt og vanskelig å fastslå om den løse gummidelen, tetningsdelen, ligger der den skal.
Ønskes det at flenspakningen og flensskjøten ikke skal være elektrisk ledene kan den løse eller pålimte armeringsringen leveres med gummi påvulket anleggsflatene mot flensene. Flensskruene og flensene må da også utformes slik at de ikke gjør flensskjøten elektrisk ledene.

Bruksområde:
For høyere trykklasser, vanligvis for PN ≥ 25 og opp til PN ≤ 100.
O-rings flenspakninger
O-ringer brukt som flenspakning krever at en av flensene har et utfrest kvadratisk eller sirkulært o-ringsspor plassert sentrisk i flensens tetningsflate. O-ringene og o-rings sporets tverrsnittsareal skal være slik at o-ringen oppnår en kompresjon på ca. 25 %, maks 30 % når flensene er skrudd helt sammen.
O-ringsporet må være rent og uten skarpe kanter som kan skade O-ringen. Ved innlegging av o-ringen i sporet tillates strekking av innerdiameteren på inntil 5 %. Under monteringen må ikke O-ringen tvinnes.

Ved produksjon av O-ringer brukes gjerne olje-smurte maskiner. Av den grunn brukes ofte NBR-gummi som materiale i O-rings pakningene. O-rings materialets hardhet er en viktig faktor. Høye trykk krever større hardhet. Kravet til NBR-gummiens hardhet, brukt som flenspakninger, er i området 60-80 Shore A.
Flenspakninger med O-ringer er, pga. det utfreste sporet i flenser, en mer kostbar løsning enn de tidligere nevnte flenspakningsløsningene.
Bruksområde:
Brukes vanligvis bare ved høye til svært høye trykklasser, PN ≥ 25. De kan brukes på anlegg med trykklasse opp til 350 bar.
TILTREKKINGSMOMENT FOR FLENSSKRUER
Det er viktig å følge produsentenes anvisninger mht. nødvendig tiltrekningsmoment. Se pkt. 4.1 ”Tiltrekkingsmoment”.
Skruer, muttere og underlagsskiver må være rene og tørre og uten skader. Skruene kan også være olje-/fettsmurte. Vær da oppmerksom på at olje og fett kan skade gummimaterialet i flenspakningen dersom dette ikke er oljebestandig, NBRgummi.
Flensskruene skal tiltrekkes diagonalt og i en angitt rekkefølge. Eksempel på tiltrekkings- rekkefølge er vist i figur 1.
Ved bruk av gummi-flenspakninger vil man alltid få relaksjon (setning) i gummimaterialet. Dersom det skal foretas ettertrekking for flens mot flens-kobling av metall skal dette gjøres kun en gang og kun til oppgitt tiltrekkingsmoment, ellers kan flenspakningsmaterialet lett skades.
For flens-koblinger av PE skal ettertrekking gjøres. Når skjøten og PE-kragen påføres spenninger vil materialet ”sige”, som følge av den viskoelastiske oppførselen dette materialet har (E-modulen avtar). Dette siget er størst i den første tiden etter stramming (24 timer), men har man anledning kan etterstramming med fordel foretas også på senere tidspunkt. Ettertrekk da etter samme prosedyre som ved montering og til oppgitt tiltrekkingsmoment.
MONTERINGSPROSEDYRE
Rengjøring og oppretting
- Flensenes tetningsflater og flenspakningen skal være rengjort.
- Flensene skal være parallelle og sentrert i forhold til hverandre.
- Sett av en tilstrekkelig avstand mellom flensene som skal sammenkobles, slik at flenspakningen kan settes på plass på en sikker og kontrollert måte..
Innsetting av flens-pakning
1. Ved først å sette i flensskruene med tilhørende underlagsskiver i nedre halvdel av flensskjøten, lettes sentreringen ved at flenspakningens ytre periferi vil ligge an mot flensskruene.
Obs! Ved bruk av flenspakninger som har samme ytre diameter for to eller flere trykklasser, f.eks. PN 10 og PN 16, vil dette vanligvis på grunn av forskjellige hullsirkel diametre, kun gi en korrekt sentrering for den laveste trykklassen, som vanligvis har den minste hullsirkeldiameteren.
2. Flenspakningen plasseres mellom flensene.
3. Flenspakningen sentreres mellom flensene.
4. For flenser større en DN 300 kan punktliming av flenspakningen til den ene flensens tetteflate være til hjelp ved montasje. Bruk da et ”Neoprenlim”.
5. Kontroller sentreringen visuelt.
Tiltrekking av flens-skruene
- Sett i alle flensskruene med tilhørende underlagsskiver og muttere.
- Trekk til flensskruene diagonalt og i riktig rekkefølge og i minimum fire steg:
- Første steg av tiltrekkingen skal være til maksimalt 20 – 30 % av det anbefalte tiltrekkingsmoment.
- Andre steg av tiltrekkingen skal være til maksimalt 40 – 50 % av det anbefalte tiltrekkingsmoment.
- Tredje steg av tiltrekkingen skal være til maksimalt 70 – 80 % av det anbefalte tiltrekkingsmoment.
- Fjerde steg av tiltrekkingen skal være til maksimalt 100 % av det anbefalte tiltrekkingsmoment.
Følges denne prosedyre for tiltrekking av flensskruene skal ettertrekking av flensskruene ikke være nødvendig.
Eventuell ettertrekking av flensskruene skal kun skje en gang, og da først etter 24 timer og da med det brukte maks tiltrekkingsmomentet og i riktig rekkefølge.
Boltelengder skal være tilpasset, slik at boltens gjengeparti utenfor mutter skal være min 2 mm/ maks 6 mm, ved flenseforbindelser.
Formler for beregning av tiltrekkingsmomenter for flensskruer
Dersom det skulle være dimensjoner, trykklasser eller flenspakningstyper som ikke er tatt med i tabell 1, kan følgende formler benyttes som rettledning ved valg av tiltrekkingsmomenter. Ved tvil, kontakt produsenten av flenspakningen:
MPN10 = DN/3 [Nm]
MPN16 = 2/3 ∙ DN [Nm]
MPN25 = DN [Nm]
MPN40 = 2 ∙ DN [Nm]
Rekkefølge for tiltrekking av flensskruer
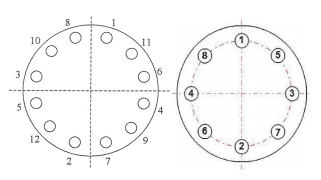
Figur 1: Anbefalt rekkefølge for tiltrekking av flensskruer. Krysstrekkes.
FLENSSKJØTER PÅ PE-RØRLEDNINGER
GENERELT
En flensskjøt på en PE-rørledning består vanligvis av PE-krager med kort eller lang hals og løsflenser i varmforsinket stål. Se ISO 9624 ”Thermoplastic pipes for fluids under pressure – Mating dimensions of flange adapters and loose backing flanges”.
TYPE FLENSSKJØT
FLENSSKJØT MELLOM 2 PE-RØR ELLER PE-RØRDELER
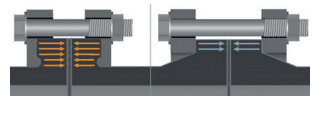
Flensskjøt, som forbinder 2. stk. PE-rør- eller rørdeler, gjøres ved å tre en løsflens av metall, vanligvis i varmforsinket stål, inn på hver rørende og deretter sveise på en PE-krage med kort eller lang hals, beregnet for henholdsvis speilsveis eller elektromuffesveis.
Denne type PE-flensskjøt fører til at store bøyemomenter overføres til PE-kragene ved tiltrekking av flensskruene. Dette skyldes at PE-kragens ytre diameter er mindre enn den indre diameteren for flensskruehullene i løsflensen.
I trykkrør av PE-materiale vil det indre vanntrykket føre til en tverrkontraksjon av PE-røret (”ballongeffekten”). Røret vil da få en liten økning i diameter og derav en liten reduksjon i lengde. Det oppstår da et strekk i flensskruene og tetningstrykket i flensskjøten blir derved redusert. Ovenfornevnte forhold gjelder også ved termisk kontraksjon.
Bruk av spesialflens
Dersom det ikke ønskes eller ikke er mulig å skjøte PErørene med en vanlig speilsveis eller elektromuffesveis
anbefales det å bruke en spesialløsning, en kombinert
PE-flenskrage for påsveising til PE-røret og en profilert
løsflens i varmgalvanisert stål. (leveres også i støpejern,
syrefast stål eller kompositt). Eksempel på denne type
PE-flensskjøt, er ”Reinert-Ritz HP flens”, eller tilsvarende
løsninger.
FLENSSKJØT SOM FORBINDER PE-RØR MOT FLENSET ENDE I STÅL, DUKTILT STØPEJERN
Det er en generell forskjell mellom det å forbinde 2 stk. PE-rør, som omtalt i 5.2.1 og et PE-rør og en metallflens. En standard metallflens er bestemt av DN og trykklasse, PN, med eller uten ansats for flenspakningen. En PE-flenskrage, med kort eller lang hals, er også bestemt etter DN og PN, men i tillegg etter PE-rørets nominelle ytre diameter og indre diameter, hvorav indre diameter varierer med trykklassen (SDR-verdien). Ettersom PE-rørets dimensjon velges ut fra vannføringsevne, kapasitet, må man ofte opp i større DN/OD, på grunn av krav til nødvendig veggtykkelse. Dette fører til større avvik i flensskjøtene og eller nødvendigheten av å måtte øke dimensjonen, DN, på metallsiden i skjøten.
Bruk av spesialflens
Uansett løsning vil det ved tiltrekking av flensskruene overføres store bøyemomenter på PE-flenskragen. Det er derfor å anbefale bruk av en spesial, kombinert PE-flenskrage og ”løsflens” levert som en integrert enhet og med samme ytre flensdiameter gjeldende for både PE-delen og metalldelen. Denne enheten er derfor boret etter DN og PN med gjennomgående hull, også i PE-flensen, for flensskruene.
Denne kombinerte PE-flenskragen med integrert metallflens, leveres tilpasset den ønskede rørdels eller ventils flensdiameter. Avstanden mellom PE-flenskrage og standard metallflens reduseres da til standardflensens ansats for flenspakningen og eventuell mellomliggende flenspaknings tykkelse. Ved bruk av o-rings pakning og spor for denne i PE-flensens tetningsflate reduseres avstanden mellom PE-flensen og metallflensen ned til den metalliske flensens ansatshøyde.
Denne PE-flenskragen, med kort eller lang hals, med
eller uten o-ringstetning, overfører vesentlig mindre
bøyemomenter på PE-flenskragen. Eksempel på denne
type PE-flensskjøt, er ”Reinert-Ritz SF flens”, eller tilsvarende løsninger. (illustrert under, til venstre. Til høyre, en
vanlig krage/løsflens)
Valg av flenspakning
Det anbefales å bruke en flenspakning av typen ”profilert stålarmert med intergrert o-ring”, som beskrevet i punkt 4.3.4.
Utførelse av PE-flens
All tiltrekking av flensskruene skal skje med momentnøkkel, diagonalt og i riktig rekkefølge. Tiltrekking skjer
trinnvis i minst 5 omganger, dvs. i steg på maks. 20 %
av anbefalt tiltrekkingsmoment. For PE-rør med DN ≤
315 anbefales det å ettertrekke på samme måte (5 steg)
etter ca. 4 timer, for å kompensere for setninger i PE-materialet og kompresjon i flenspakningen. PE-materialets
E-modul vil allerede etter 1 time være redusert med ca.
25 %. For DN ≥ 355 skal det i tillegg ettertrekkes etter
24 timer. E-modulen vil etter 24 timer være redusert til
ca. 50 %. Om mulig kan ettertrekking også foretas på et
senere tidspunkt. Det kan også være nødvendig å ettertrekke PE-flens etter trykkprøving, dersom det er mulig.
SEKSKANTSKRUER, MUTTERE OG UNDERLAGSSKIVER
For flensforbindelser skal det brukes sekskantskruer
og muttere i stål, etter NS- EN ISO 898-1, ”Mekaniske
egenskaper for festeelementer av karbonstål og stållegeringer – Del 1: Skruer og pinneskruer”.
Fasthetsklasser 4.6, 8.8 eller 10.9.
For nominelle trykklasser, DN ≤ 30, er det for VA-anlegg i
Norge blitt vanlig å bruke fasthetsklasser for 8.8, selv om
fasthetsklasse 4.6 også vil være mulig. Med betegnelsen
8.8 menes at skruene har en strekkfasthet på min. 800 N/
mm² og en flytegrense på min. 8 x 8 = 640 N/mm².
Tilsvarende fasthetsklasser for muttere er 5, 8 eller 10
etter NS-ISO 898-2, ”Festeelementer-Mekaniske egenskaper – Del 2: Muttere med spesifiserte prøvelaster – Grovgjenger”. Det anbefales å bruke fasthetsklasse 8 for muttere som skal brukes sammen med skruer i fasthetsklasse 8.8.
Det skal alltid brukes runde underlagsskiver under skruehodet og mutteren. Dette hindrer at det korrosjonsbeskyttende belegget, vanligvis epoksy, på rørdeler og ventiler beskadiges. Underlags-skivene leveres i hardhetsklasser 100 HV, 140 HV, 200 HV, 300 HV og 350 HV.
Hvor HV står for ”Vickers Hardhet”.
For sekskantskruer, fasthetsklasse 8.8, anbefales det å bruke underlagskiver i hardhetsklasse 200 HV og for fasthetsklasse 4.6, anbefales HV 140.
Sekskantskruer, muttere og skiver skal være varmgalvanisert iht. DIN EN ISO 4014 for skruer, DIN EN ISO 4032 for mutter og DIN EN ISO 7089/7090 for skiver. ”VZn”, som gir en zinksjikt tykkelse på 40-70 μm. ”ELZn”, som
står for elforsinket / galvanisert, gir kun en zinksjikt tykkelse på 5 μm. Overmaling med spesielle malingssystemer øker levetiden for zinksjiktet betydelig. Boltelengder skal være tilpasset, slik at boltens gjengeparti utenfor mutter skal være:
- Ved flenseforbindelser: min. 2 mm/maks. 6 mm
- Ved forankring av konsoll: min. 6 mm/maks. 25 mm
Rustfrie / syrefaste skruer, muttere og underlagsskiver er
vanligvis en unødvendig kostnad. Disse har dessuten en
tendens til kaldsveising og er helt avhengig av oksygentilgang. Spalt korrosjon / tildekkingskorrosjon. Velger
man rustfrie skruer bør disse være syrefaste, altså en A 4
kvalitet.
Nedgraving av flensforbindelser bør unngås. Sekskantskruer og muttere av stål vil ofte opptre som offeranoder ovenfor andre materialer, som for eksempel duktilt støpejern. Er nedgraving nødvendig kan skrueendene utstyres med hettemuttere av zink, i tillegg til den vanlige mutteren, altså en offeranode. I tillegg må skruene, ”pakkes inn” med en lett formbar ”klinetape”, en ”DENSO”-tape, eller et tilsvarende fabrikat. Et korrosjonshindrende fett eller en spesialmasse produsert
til formålet, holdt på plass og forseglet ved hjelp av en
krympemuffe, kan også brukes.
I stedet for sekskantskruer er det også mulig å bruke
varmforsinkede gjengestenger som kuttes i riktige
lengder. Dette dersom det er praktisk med hensyn til
den lokale tilgjengelighet til store skruediametere. Husk
bare å skru på en mutter før gjengestangen kappes, da
gjengene lett kan skades ved kapping, noe som kan vanskeliggjøre entring av mutter. Den allerede påskrudde mutteren kan da brukes da til å ”trekke opp” gjengene.
Ved bruk av skrueforbindelser i vibrasjonsutsatte konstruksjoner skal man enten bruke et selvlåsende skruesystem
med låsemuttere, eller ved låsing og sikring av mutterne på
en annen måte.
Avvinkling mellom rør og flens i flenskobling
Dersom røret som kommer inn mot en fast flens har avvinkling i forhold til flensen må man være forsiktig med å ”rette opp” disse skjevhetene ved å stramme til boltene i flenskoblingen. Dette kan gi uønskede tilleggsspenninger og må løses på andre måter, f.eks sørge for at røret kommer rett inn mot flensen, eller ved bruk av skjevring.
Kommentar til tiltrekkingsmoment
Med så mange forhold som kan påvirke tiltrekkingsmomentet, er det i praksis nesten umulig å oppgi et korrekt tiltrekkingsmoment som vil sikre en tett forbindelse i hele flensens levetid. Praktiske forsøk har vist at ca. 40 % av flensskruenes tilførte tiltrekkingsmoment går med til å overvinne friksjonen i gjengene i skrue og mutter. Dersom lekkasje skulle oppstå ved trykkprøving kan de anbefalte tiltrekkingsmomentene normalt økes med 20-30 %.
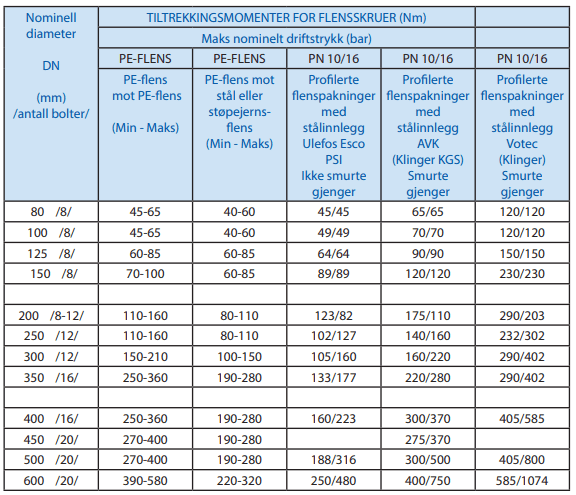
Tabell 1: Eksempel på anbefalte tiltrekkingsmoment for flensskruer ved bruk av profilerte flenspakninger med innvulket stålringsarmering, samt min. og maks. tiltrekkingsmomenter for flensskruer i PE-flensskjøter. Som nevnt under punkt 4.1 vil det være flere faktorer som påvirker hvor stort tiltrekkingsmoment man skal benytte. Dette forklarer de relativt stor forskjeller i tiltrekkingsmomenter. Tiltrekkingsmoment må undersøkes
spesifikt i hvert tilfelle. Tiltrekking skal skje på mutter. Dersom tiltrekking gjøres på skruehode økes tiltrekkingsmoment med en gitt faktor, pga. økt friksjonsmotstand.
| Henvisninger: | Utarbeidet: | januar 2008 | Norsk Rørsenter AS | |
| /1/ | Div. monteringsanvisninger fra aktuelle produsenter av flensdeler. |
Revidert: | desember 2019 | Norsk Rørsenter AS |
| /2/ | Div. monteringsanvisninger fra aktuelle produsenter av pakninger |
|||